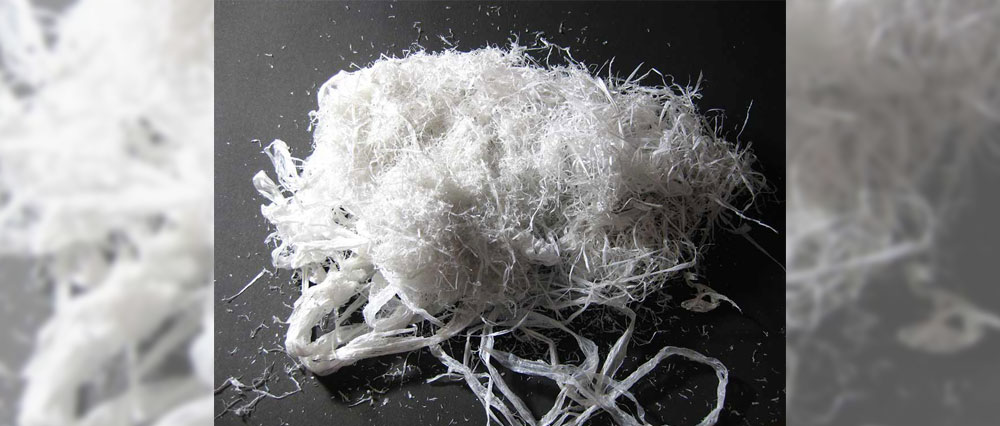
DKHV: “Angel hair” and “molten granules” in material pipes
Both phenomena are still frequently seen in extrusion, our experiences with their occurrence and measures to avoid them:

Origin:
- High granulate velocity in the pipe system and during unloading of the silo trucks.
- Edges due to different wall thicknesses of bends and pipe.
- Too small pipe bends (radius) and pipe diameter (Ø).
- Negative pressure or air volume of the vacuum supply too high.
- Pipe connections not butt-jointed.

Avoidance or countermeasures:
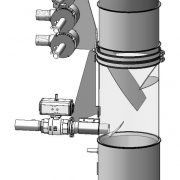
- Throttling of the vacuum volume to reduce the granulate speed with ball valves.


- Special “angel hair” separators

- Checking the entire pipe system for wall thicknesses and joints.
- Bends with a large radius (optimum: R = 500 mm).

- Specification of unloading times or use of own blowers when unloading the silo trucks.
- Bends must be made of stainless steel, aluminium bends are not suitable!
- Replace pipes with shot-blasted pipes (inside) to reduce friction energy.
- Additional compressed air cleaning of the pre-filters, prevents rapid clogging of the filter surface.

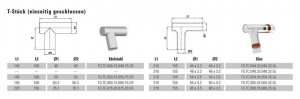
- T-pieces for reducing material speed.
We would be happy to advise you on the problem of “angel hair” and “molten granules”.
With best regards
Yours, Detlef Kaul

